I am having problems with slamming deceleration/acceleration between g1's g2's and g3's. I am using KmotionCNC version 4.31e. This version does not have the "Arcs to Segments" check box
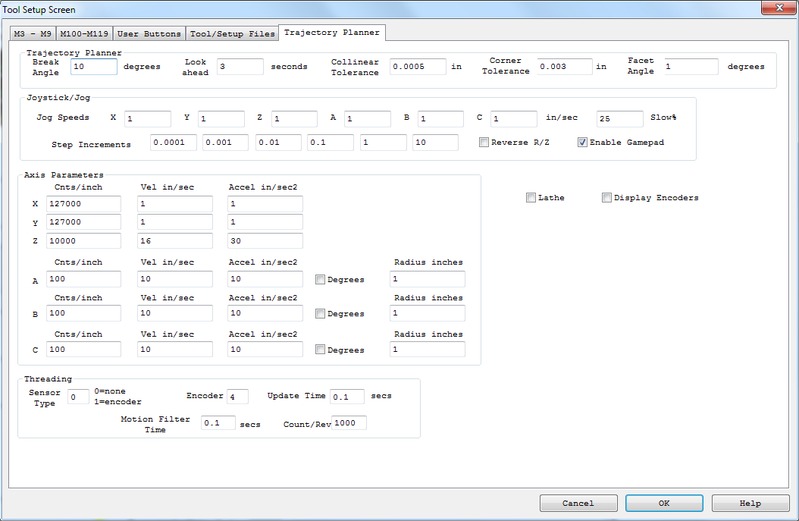
I have set the Acceleration values in the tool setup screen AND the init.c file to extremely low values to try to eliminate the slamming between segments, but it will not go away unless I set the Collinear tolerance to a large value, like .2, then it runs smooth on most of the segments, but still slams on some of the segments and breaks the arcs into coarse line segments ( A .8" circle will have about 12 flat sides instead of being a smoth arc ).
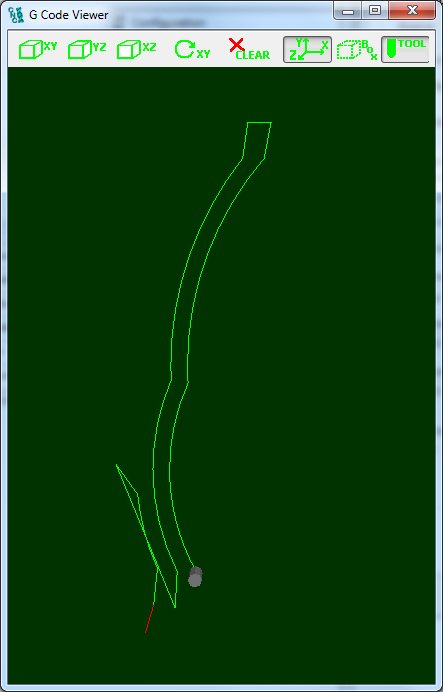
It feels like the Acceleration/Deceleration curves are being skipped and the machine is slamming to start and stop instantly between moves. I have attached a random clip from a file that seems worse than some others
Kflop/Kanalog AMC 30 amp DC servo drives, 127,000 steps per inch X,Y&Z.
Thanks, Todd
N195
N200 G00 X-2.6291 Y-1.8023
N205 G00 Z0.1
N210 G01 Z-0.51 F35.0
N215 G01 X-2.6008 Y-1.5288 F70.0
N220 G02 X-2.75 Y-0.9709 I1.6662 J0.7446
N225 G01 X-2.9111 Y-0.7481
N230 G01 X-2.4678 Y-1.8246
N235 G01 X-2.4523 Y-1.55
N240 G02 X-2.6346 Y-0.7842 I1.5177 J0.7658
N245 G02 X-2.4974 Y-0.1151 I1.7 J0.
N250 G02 X-2.5 Y0. I2.4974 J0.1151
N255 G02 X-1.9615 Y1.55 I2.5 J0.
N260 G01 X-1.9217 Y1.8221
N265 G01 X-1.7482 Y1.8202
N270 G01 X-1.7995 Y1.55
N275 G03 X-2.375 Y0. I1.7995 J-1.55
N280 G03 X-2.371 Y-0.1381 I2.375 J0.
N285 G03 X-2.5096 Y-0.7842 I1.4364 J-0.6461
N290 G03 X-2.3109 Y-1.55 I1.575 J0.
{kind=link}
{kind=link}